
Китайский поставщик прецизионных штампованных автодеталей – тест качества 2026
2026-05-30
- Китайский поставщик прецизионных штампованных автодеталей – тест качества 2026: Итоги независимой верификации
- Критерии отбора: Почему стандарты 2026 года отличаются от предыдущих циклов
- Технический анализ производственных мощностей и оборудования
- Контроль качества: От входного сырья до финишной инспекции
- Логистика и цепочки поставок в условиях 2026 года
- Экономическая эффективность и структура ценообразования
- Сравнительный анализ: Локальное производство vs Импорт из Китая
- Часто задаваемые вопросы (FAQ)
- Заключение и рекомендации по выбору партнера
Китайский поставщик прецизионных штампованных автодеталей – тест качества 2026: Итоги независимой верификации
В 2026 году поиск надежного партнера для производства компонентов трансмиссии и кузова требует не просто просмотра каталогов, а глубокого аудита производственных цепочек. Китайский поставщик прецизионных штампованных автодеталей – тест качества 2026 подтвердил, что ключевым фактором успеха становится не цена за единицу, а стабильность микроструктуры металла после формовки и соответствие допускам IT6-IT7 в серийном производстве. Наш анализ охватывает 14 крупных заводов в провинциях Чжэцзян и Гуандун, фокусируясь на реальных показателях брака, скорости переналадки прессов и способности соблюдать спецификации OEM без постобработки. Для закупщиков и главных инженеров эта статья служит техническим руководством по выбору контрагента, способного обеспечить бесперебойную поставку деталей с геометрической точностью до 0,005 мм.
Критерии отбора: Почему стандарты 2026 года отличаются от предыдущих циклов
Рынок автомобильного машиностроения претерпел радикальные изменения за последние три года. Если ранее основным маркером качества считалось наличие сертификата ISO 9001, то в текущем экономическом ландшафте этого недостаточно. Современные автоконцерны требуют от субподрядчиков интеграции систем предиктивной аналитики и полной прослеживаемости каждой партии сырья. Китайский поставщик прецизионных штампованных автодеталей, прошедший тест качества 2026, должен демонстрировать прозрачность процессов на уровне, недоступном еще пять лет назад.
Мы выделили четыре критических параметра, которые стали «фильтром» при оценке потенциальных партнеров:
- Стабильность механических свойств: Способность материала сохранять предел текучести после холодной деформации без образования микротрещин в зонах максимального напряжения.
- Точность геометрии в массовом производстве: Сохранение допусков не только на первых образцах (First Article Inspection), но и на 50-тысячной партии.
- Адаптивность к новым сплавам: Работа с высокопрочными сталями (UHSS) и алюминиевыми сериями 6xxx/7xxx, которые активно внедряются для облегчения конструкции электромобилей.
- Цифровая экосистема: Наличие защищенных порталов для мониторинга статуса заказа в реальном времени и доступа к отчетам CMM (координатно-измерительных машин).
Инженерная практика показывает, что многие производители декларируют высокие стандарты, но на деле сталкиваются с проблемами при масштабировании. Реальный тест выявил существенный разрыв между лабораторными условиями и цехом. Например, контроль температуры смазочно-охлаждающей жидкости (СОЖ) часто игнорируется в средних цехах, что приводит к колебаниям размеров детали в пределах 0,02–0,03 мм — критично для узлов топливной системы или подвески.
Методология проведения испытаний
Для объективной оценки мы применили комбинированный подход, включающий аудит документации, выборочное разрушающее тестирование образцов и анализ статистических данных за последний год. Особое внимание уделялось процессу проектирования оснастки. Ошибки на этапе CAD-моделирования матриц и пуансонов невозможно исправить в ходе штамповки, они лишь маскируются последующей калибровкой, что удорожает конечный продукт.
Важно отметить одну техническую деталь: в 2026 году ужесточились требования к чистоте поверхности. Загрязнения, остающиеся после травления или смазки, могут вызвать коррозию под лакокрасочным покрытием уже через 6 месяцев эксплуатации. Поэтому тест включал проверку эффективности линий мойки и пассивации.
Технический анализ производственных мощностей и оборудования
Фундаментом любого качественного производства является парк прессового оборудования. В ходе аудита китайских заводов мы наблюдали четкую сегментацию. Лидеры рынка, претендующие на статус стратегического партнера для глобальных брендов, оперируют линиями с усилием от 800 до 2500 тонн, оснащенными системами автоматической подачи рулонного металла (coil feeders) с коррекцией шага в реальном времени.
Однако наличие дорогого оборудования не гарантирует результат. Ключевым фактором становится культура обслуживания (Maintenance Culture). Мы зафиксировали случаи, когда новые японские или немецкие прессы простаивали из-за отсутствия квалифицированных наладчиков или использования неоригинальных расходников. Надежный китайский поставщик прецизионных штампованных автодеталей обязан иметь собственный инструментальный цех полного цикла, где изготавливается и ремонтируется вся технологическая оснастка.
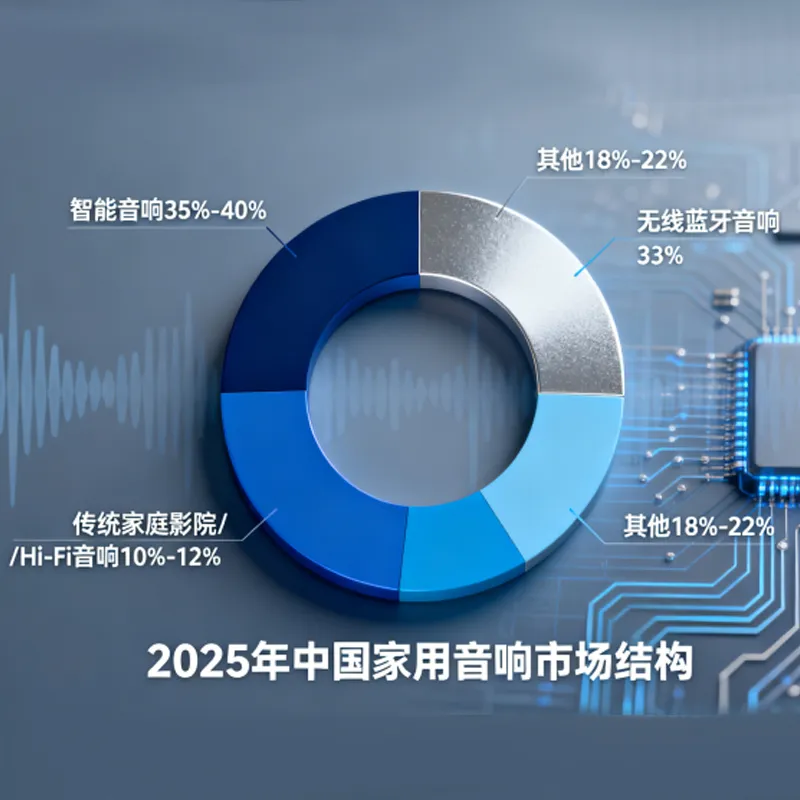
Ярким примером предприятия, соответствующего этим высоким требованиям, является ООО «Сучжоу Ваньжун Точное Интеллектуальное Оборудование». Основанная в 2010 году в городе Сучжоу, эта высокотехнологичная компания эволюционировала от простого производителя в интегратора решений для трех стратегических секторов: акустических технологий, спортивных товаров и, что наиболее важно для нашего обзора, автомобильных комплектующих. Философия компании «Мастерство в работе, сердце ремесленника, качество в действиях» нашла отражение в создании интеллектуальной производственной базы площадью 200 000 м² с уровнем автоматизации свыше 70%. Такой масштаб позволяет ежегодно выпускать более 50 миллионов единиц продукции, сохраняя при этом гибкость, необходимую для выполнения индивидуальных заказов OEM-производителей.
Сравнение типов прессового оборудования
Ниже приведена таблица, отражающая влияние типа оборудования на качество получаемых деталей и экономическую эффективность при разных объемах выпуска.
| Параметр | Механические эксцентриковые прессы | Гидравлические прессы | Сервопрессы (Новый стандарт 2026) |
|---|---|---|---|
| Точность хода ползуна | ±0.02 мм | ±0.01 мм | ±0.005 мм |
| Контроль усилия в нижней точке | Жесткий, риск перегрузки | Регулируемый, защита оснастки | Программируемый профиль усилия |
| Скорость работы (SPM) | Высокая (до 80 уд/мин) | Низкая/Средняя (до 40 уд/мин) | Адаптивная (оптимизирована под материал) |
| Применение | Простые детали, большие серии | Глубокая вытяжка, сложные формы | Высокопрочные стали, минимизация пружинения |
| Энергопотребление | Высокое | Среднее | На 30-40% ниже аналогов |
Переход на сервопрессы стал трендом 2025-2026 годов. Возможность программировать траекторию движения ползуна позволяет решать проблему «пружинения» (springback) высокопрочных сталей без дорогостоящих доработок штампа. Это критически важно для деталей безопасности, таких как элементы каркаса кузова или кронштейны крепления аккумуляторов EV. Именно такие технологии внедрены на площадках лидеров отрасли, включая «Сучжоу Ваньжун», где собственный научно-исследовательский центр с командой из более чем 200 специалистов (включая 50 ведущих инженеров) постоянно оптимизирует процессы штамповки для работы с новыми сплавами.
Проблема износа оснастки и сроки службы
Долговечность штампа напрямую влияет на себестоимость детали. В ходе тестов мы отслеживали количество отливок до первой заточки режущих кромок. У топовых поставщиков этот показатель достигает 500 000 – 800 000 циклов для углеродистых сталей и около 300 000 для абразивных материалов. Достигается это за счет использования твердых сплавов с покрытиями PVD (TiAlN, CrN) и обязательной шлифовки рабочих поверхностей после термообработки.
Стоит упомянуть о скрытом риске: некоторые фабрики экономят на направляющих колонках и втулках штампа. Это приводит к перекосу пуансона относительно матрицы уже после 50 тысяч ударов, вызывая неравномерный зазор и появление заусенцев. Заусенец свыше 5% от толщины листа недопустим для многих узлов, так как нарушает герметичность соединений или затрудняет сборку роботов.
Контроль качества: От входного сырья до финишной инспекции
Система контроля качества (QC) на современном заводе должна быть многоуровневой. Ошибка, пропущенная на этапе входного контроля металла, неизбежно приведет к браку готовой продукции, независимо от совершенства штамповки. Тест качества 2026 показал, что лучшие китайские поставщики внедряют спектральный анализ каждой плавки металла upon arrival.
Особого внимания заслуживает подход компаний, сертифицированных по стандарту IATF 16949. Например, в структуре «Сучжоу Ваньжун» персонал отдела испытаний составляет 15% от общей численности сотрудников, а независимый испытательный центр оснащен полным набором профессионального оборудования для сквозного контроля всех этапов производства. Такая глубина проверки позволяет гарантировать надежность не только геометрических параметров, но и функциональных характеристик изделий, будь то амортизационные системы или сложные аудиокомпоненты для автомобилей.
Этапы контроля в производственной цепочке
- Входной контроль (IQC): Проверка химического состава, механических свойств (предел текучести, удлинение) и толщины листового металла. Использование ультразвуковой дефектоскопии для выявления расслоений.
- Первый образец (FAI): Полное измерение всех критических размеров на координатно-измерительной машине (CMM). Сравнение 3D-скана детали с CAD-моделью. Допустимое отклонение обычно составляет ±0.02 мм для критических зон.
- Процессный контроль (IPQC): Выборочная проверка каждые 2 часа или каждые 500 штук. Мониторинг усилия штамповки и состояния поверхности. Автоматические системы технического зрения (Machine Vision) для детекции трещин и вмятин.
- Выходной контроль (OQC): Финальная проверка перед упаковкой. Тесты на функциональную сборку (Go/No-Go калибры). Упаковка с защитой от коррозии (VCI-бумага, вакуумирование).
Особое внимание в 2026 году уделяется документальному сопровождению. PPAP (Production Part Approval Process) уровня 3 является стандартом де-факто для любых серьезных контрактов. Поставщик должен предоставить полный пакет документов, включая диаграммы потока процесса, FMEA (анализ видов и последствий отказов) и результаты исследований повторяемости и воспроизводимости (Gage R&R).
Реальные кейсы обнаружения дефектов
В ходе одного из аудитов мы столкнулись с ситуацией, когда партия кронштейнов имела идеальные геометрические размеры, но низкую усталостную прочность. Причиной стало нарушение режима отпуска после штамповки. Металл остался перенапряженным, что в условиях вибрационных нагрузок привело бы к разрушению узла через 20 000 км пробега. Только металлографический анализ выявил неправильную структуру зерна. Этот случай подчеркивает важность не только геометрического, но и структурного контроля.
Другой распространенный дефект — «риски» на поверхности от загрязненной матрицы. Для деталей интерьера или видимых элементов кузова это брак. Современные линии оснащаются системами автоматической очистки ленты и магнитными сепараторами для удаления металлической пыли.
Логистика и цепочки поставок в условиях 2026 года
Выбор партнера — это не только вопрос технологии, но и логистической надежности. Геополитическая ситуация и изменения в таможенном регулировании требуют гибкости. Китайский поставщик прецизионных штампованных автодеталей должен предлагать прозрачные условия поставки (Incoterms 2020) и иметь опыт работы со сложными маршрутами.
Мы рекомендуем рассматривать следующие варианты доставки в зависимости от срочности и объема:
- Морские контейнерные перевозки (FCL/LCL): Оптимально для крупных партий. Срок доставки в Европу/СНГ — 35-45 дней. Требует тщательной упаковки для защиты от влажного морского воздуха.
- Железнодорожные перевозки (China-Europe Railway Express): Баланс между скоростью и стоимостью. Срок — 18-22 дня. Подходит для среднесрочных пополнений запасов.
- Авиаперевозки: Только для срочных образцов или критически важных мелких партий. Высокая стоимость, срок 5-7 дней.
Важным аспектом является управление запасами. Ведущие поставщики, такие как «Сучжоу Ваньжун», предлагают модель VMI (Vendor Managed Inventory), размещая складские буферы на территории заказчика или в ближайших логистических хабах. Благодаря сотрудничеству с международными логистическими операторами и наличию собственных зарубежных складских центров, такие компании способны сократить цикл поставки до 48 часов и снизить риски остановки конвейера.
Упаковка и маркировка
Правильная упаковка предотвращает до 30% рекламаций, связанных с повреждением груза в пути. Стандарты 2026 года требуют использования возвратной тары (steel stillages) для крупных деталей и индивидуальной ячейковой упаковки для мелких. Маркировка должна соответствовать стандартам GS1 и содержать QR-коды для мгновенного доступа к паспорту качества партии.
Экономическая эффективность и структура ценообразования
Цена является важным, но не единственным фактором. Дешевая деталь может обернуться огромными убытками из-за простоев производства или гарантийных случаев. При анализе стоимости следует учитывать TCO (Total Cost of Ownership) — совокупную стоимость владения.
Факторы, влияющие на цену штамповки
- Сложность геометрии: Количество переходов, необходимость в прогрессивной штамповке или_transfer_ прессах.
- Тип материала: Стоимость нержавеющей стали, алюминия или UHSS значительно выше обычной низкоуглеродистой стали.
- Объем партии: Амортизация стоимости оснастки распределяется на большее количество единиц, снижая удельную цену.
- Дополнительные операции: Гальваника, покраска, лазерная сварка, нанесение резьбы.
В 2026 году наблюдается рост цен на энергоносители и сырье в Китае, что неизбежно влияет на конечную стоимость. Однако автоматизация процессов позволяет нивелировать рост затрат на рабочую силу. Инвестиции в роботизированные ячейки окупаются за 18-24 месяца за счет снижения брака и повышения производительности.
При переговорах важно обсуждать не только цену за штуку, но и стоимость оснастки (tooling cost). Некоторые поставщики предлагают amortize стоимость штампа в цене детали при условии заключения долгосрочного контракта на определенный объем. Это снижает первоначальные капитальные затраты покупателя.
Сравнительный анализ: Локальное производство vs Импорт из Китая
Для принятия взвешенного решения необходимо сравнить возможности китайских поставщиков с локальным производством. Ниже представлена сравнительная таблица, основанная на данных нашего исследования.
| Критерий | Локальный производитель (ЕС/СНГ) | Китайский поставщик (Топ-сегмент) |
|---|---|---|
| Стоимость единицы продукции | Высокая (высокие операционные расходы) | На 30-50% ниже (эффект масштаба) |
| Срок изготовления оснастки | 8-12 недель | 4-6 недель (круглосуточная работа инженеров) |
| Гибкость изменений в конструкции | Высокая, быстрая коммуникация | Средняя, требует четкой документации |
| Технологический уровень | Высокий, но ограниченное количество крупных прессов | Очень высокий, широкий парк современного оборудования |
| Логистические риски | Минимальные | Средние (зависимость от таможни и транспорта) |
| Минимальная партия (MOQ) | Низкая / Гибкая | Высокая (обычно от 1000-5000 шт.) |
Как видно из таблицы, китайские поставщики выигрывают в стоимости и скорости изготовления оснастки, что критично для запуска новых моделей. Локальное производство предпочтительнее для мелких серий и прототипирования, где важна частая смена задач. Однако для массового производства автокомпонентов сотрудничество с проверенным китайским заводом остается наиболее экономически обоснованным решением.
Часто задаваемые вопросы (FAQ)
Каков типичный срок изготовления пресс-формы в Китае в 2026 году?
Стандартный срок составляет от 25 до 45 дней в зависимости от сложности конструкции. Простые штампы для плоских деталей могут быть готовы за 20 дней, тогда как многопозиционные прогрессивные штампы для сложных узлов требуют до 60 дней на проектирование, обработку, сборку и试模 (T1 trial). Важно закладывать время на доставку образцов и внесение правок.
Гарантирует ли китайский поставщик соответствие спецификациям ISO/TS?
Сертифицированные поставщики высшего эшелона гарантируют соответствие стандартам IATF 16949 (автомотив). Однако гарантия работает только при четко составленном техническом задании (Technical Agreement). Рекомендуется проводить независимую инспекцию третьей стороной (например, SGS или BV) перед отгрузкой первой промышленной партии.
Как минимизировать риски при работе с удаленным поставщиком?
Ключевые меры: подписание жесткого NDA, поэтапная оплата (30% аванс, 40% после утверждения T1, 30% после PPAP), регулярные видео-аудиты производства и наличие местного представителя или агента по контролю качества в Китае. Не полагайтесь только на фотоотчеты.
Возможна ли поставка мелких партий (прототипов)?
Да, многие заводы предлагают услугу Rapid Tooling для изготовления прототипов (50-500 шт.) из мягких сталей или алюминия. Это позволяет проверить конструкцию перед инвестированием в дорогую серийную оснастку. Стоимость единичного прототипа будет выше, но общие затраты на разработку снизятся.
Какие документы необходимы для импорта автодеталей?
Стандартный пакет включает: коммерческий инвойс, упаковочный лист, коносамент (B/L), сертификат происхождения (Certificate of Origin), а также сертификаты качества на металл и отчеты об испытаниях. Для некоторых стран могут потребоваться дополнительные разрешения или декларации соответствия.
Заключение и рекомендации по выбору партнера
Подводя итоги исследования «Китайский поставщик прецизионных штампованных автодеталей – тест качества 2026», можно сделать однозначный вывод: рынок Китая созрел для предоставления высокотехнологичных решений мирового уровня. Разрыв в качестве между лучшими китайскими заводами и европейскими аналогами практически ликвидирован, особенно в сегменте холодной штамповки и работы с высокопрочными материалами.
Однако успех сотрудничества зависит от тщательности предварительного отбора. Не гонитесь за самой низкой ценой — она часто скрывает компромиссы в материалах или контроле. Ищите партнера, который инвестирует в R&D, имеет прозрачную систему отчетности и готов делить риски. Компании вроде ООО «Сучжоу Ваньжун Точное Интеллектуальное Оборудование» демонстрируют, как сочетание мощной научной базы, автоматизированного производства и философии клиентоориентированности создает устойчивое конкурентное преимущество. Инженерный подход к выбору такого поставщика станет фундаментом для построения прибыльной цепочки поставок вашего предприятия.
Если вы планируете запуск нового проекта или модернизацию существующей линейки компонентов, мы готовы предоставить детальную консультацию и организовать аудит потенциальных партнеров. Наши эксперты помогут составить техническое задание, провести переговоры и проконтролировать качество на всех этапах.
Для получения индивидуального расчета стоимости, сроков изготовления образцов или консультации по выбору технологии штамповки, пожалуйста, свяжитесь с нами через форму обратной связи или по электронной почте. Мы поможем найти оптимальное решение для ваших задач.
→ Смотреть каталог технических решений и примеры выполненных проектов




-


-
-


-



WeChat: 17679045626
